
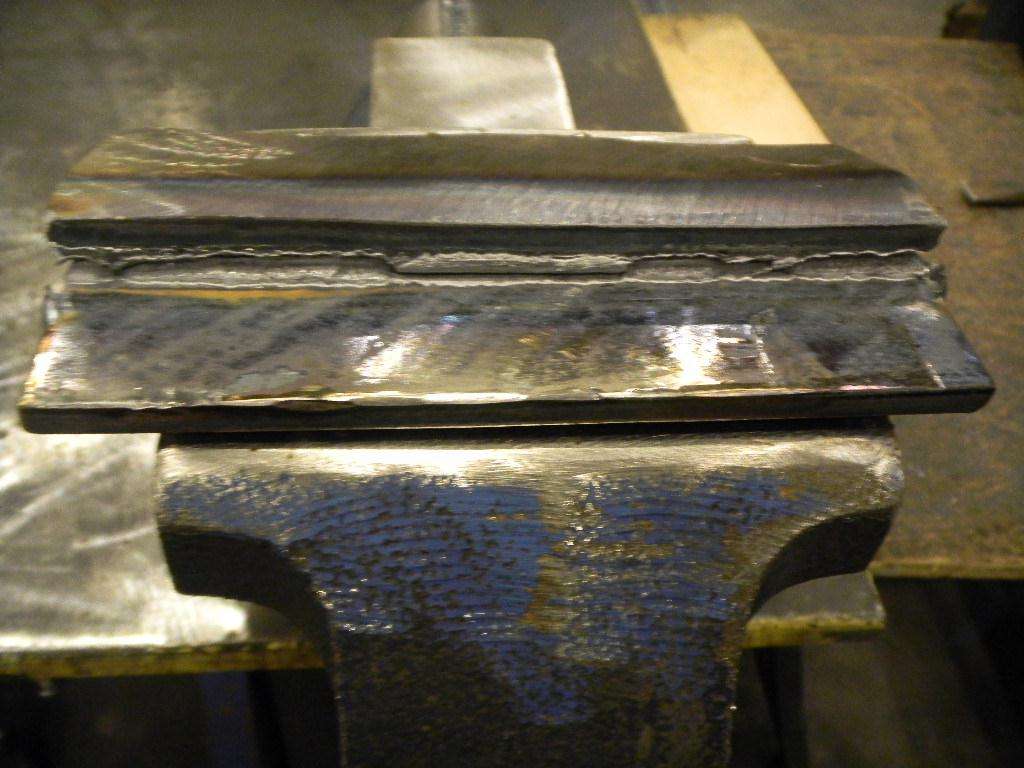
Well this is shocking, 29-blows to break the plate! And then I had to put it in the vice and beat it back the other direction to completely break it off.
.035 Lincoln's L-56 wire. No need in asking the amps and volts, I'm a one man band, and I can't weld and read the gauges at the same time. The wife took the grandkids for a long weekend, so she can't read them for me either.
I'll try to do the Tig test tomorrow!







.035 Lincoln's L-56 wire. No need in asking the amps and volts, I'm a one man band, and I can't weld and read the gauges at the same time. The wife took the grandkids for a long weekend, so she can't read them for me either.
I'll try to do the Tig test tomorrow!








