
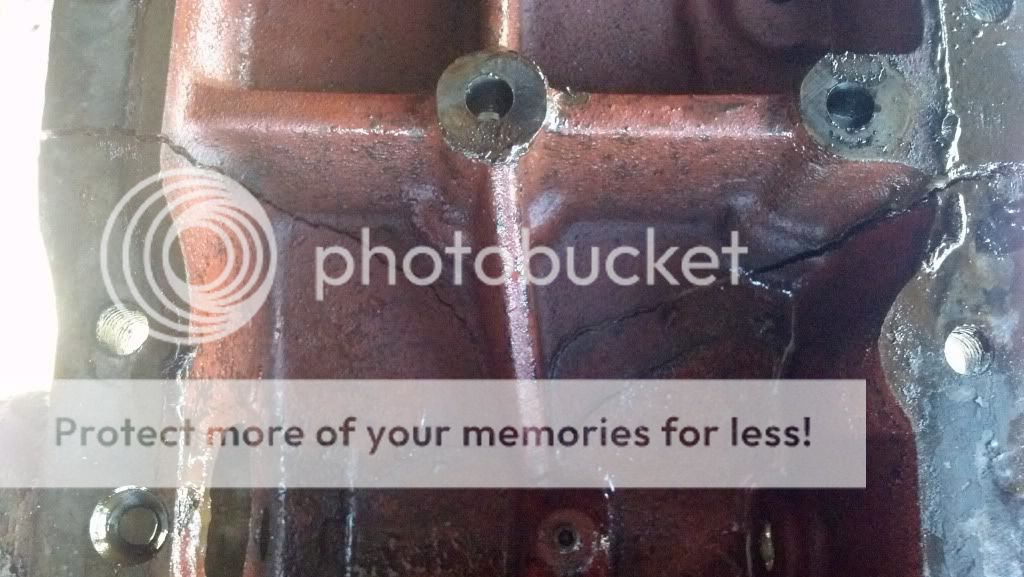
The hydraulic top cover is busted on my TO-35 and I am going to attempt to fix it and am looking for some advice. I weld for a living mostly tigging small machine parts and some FCAW welding on larger parts. I have done a small amount of brazing for the local paper mill on some rather large (1000lb ish) bearing housings and so far I have not heard back from them so it must have held. :lol: I have also done some silicon bronze work with the tig rig on smaller cast parts and felt like I had much better control over the puddle mostly because I do alot more tigging than anything else. So my question is what is the best method to use on this cover?
When I did the large bearing housing we had two people with rosebuds on it keeping the temp up while I brazed it then we wrapped it in fire blankets overnight to let it cool slowly. This housing would be easy enough to do at home and use my wifes oven :shock: to cool it down. Cast iron repair is something I really want to learn more about because it seems to be more like a black art than anything else. I had an old guy who knew all the old ways like brazing silver solder and SiBronze welding but he died unexpectedly and now I am on my own I really miss that old man something terrible.

When I did the large bearing housing we had two people with rosebuds on it keeping the temp up while I brazed it then we wrapped it in fire blankets overnight to let it cool slowly. This housing would be easy enough to do at home and use my wifes oven :shock: to cool it down. Cast iron repair is something I really want to learn more about because it seems to be more like a black art than anything else. I had an old guy who knew all the old ways like brazing silver solder and SiBronze welding but he died unexpectedly and now I am on my own I really miss that old man something terrible.
